RC Aero Lab
Mécanique du vol et aérodynamique des avions RC
Mécanique du vol et aérodynamique des avions RC
Mini Pro 4AX, la CNC FIL CHAUD 4 AXES abordable et performante
Publication : 03.05.2026, dernière MAJ 12.06.2026
Voici déjà 4 ans, je vous avais proposé la Pocket CNC, une petite machine de découpe fil chaud, réalisée à partir de kits CNC du commerce. Cette machine a été régulièrement améliorée, jusqu'à devenir une véritable table de découpe pro, capable de satisfaire les besoins les plus exigeants, tout en restant particulièrement abordable. Vous trouverez sur cette page toutes les informations nécessaires à sa réalisation.
;)
;)
;)
;)
;)
;)
;)
;)
Sommaire :
- Conception
- Dossier de réalisation
- Assemblage et réglage
- Schéma électronique
- Fil chaud "haute tension"
- Dimensionnement de l'alimentation
- Paramétrage grbl
- Photos
- Chaîne logicielle
Conception
Paradoxalement, la Mini Pro 4AX est nettement plus simple à réaliser que la Pocket CNC. Elle ne nécessite que :
- des composants standards du commerce : profilés en aluminium, vis, corde à piano, etc.
- quelques pièces en impressions 3D (PETG)
- quelques retouches simples à la Dremel (découpe de corde à piano, etc.) et un peu de soudure, mais aucun usinage complexe
Le coût de réalisation est très raisonnable, avec un total d'environ 250 à 300€ (suivant la dimension des rails), électronique incluse.
Le volume de découpe, d'environ 600x230x550 mm, peut être facilement adapté à chaque besoin en changeant la longueur des profilés alu.
Deux remarques à ce sujet :
- Sauf à ne couper que des ailes d'envergure importante, une table de "grande" largeur (> 800 mm) n'est pas recommandée. En effet, cela peut rendre impossible la découpe de pièces courtes (fuselage en tranches, par ex. dans du styro de 40 ou 60 mm d'épaisseur, ou ailes de petites dimensions). En effet, le moindre angle de dépouille ou de flèche d'une pièce courte peut se traduire, au niveau des chariots, par des déplacements potentiellement hors limites de vitesse et/ou de course de la machine. A contrario, une machine de largeur raisonnable sera plus polyvalente, sachant que la précision de découpe permet d'abouter plusieurs tronçons d'ailes avec des raccords quasiment imperceptibles.
- Il est aussi possible de réaliser une machine dédiée à la découpe de pièces très courtes, type tronçons de fuselage, en remplaçant le châssis par deux profilés accolés, de manière à rapprocher au maximum les deux plans de déplacement des chariots. Dans ce cas, l'arc sera remplacé par un fil NiCr très fin (Ø0.1 mm) tendu par un ressort, et le fil sera éventuellement monté en série avec une résistance pour compenser sa faible longueur.
A noter que :
- La Mini Pro 4AX est pliable, ce qui facilite grandement son stockage et le transport.
- Elle peut être simplement et rapidement être transformée en fraiseuse ou découpeuse laser, nous en reparlerons d'ici quelques semaines avec un dossier additionnel.
Visualisation 3D de la machine (rotation, zoom et pan à la souris):
Les liens des principaux composants sur AliExpress :

Il existe aussi des revendeurs locaux, comme par exemple en France SystéAl pour les profilés alu et VisserieFixations pour les vis et écrous.
N'hésitez pas SVP à m'envoyer un message par le formulaire de contact pour partager d'autres bonnes adresses.
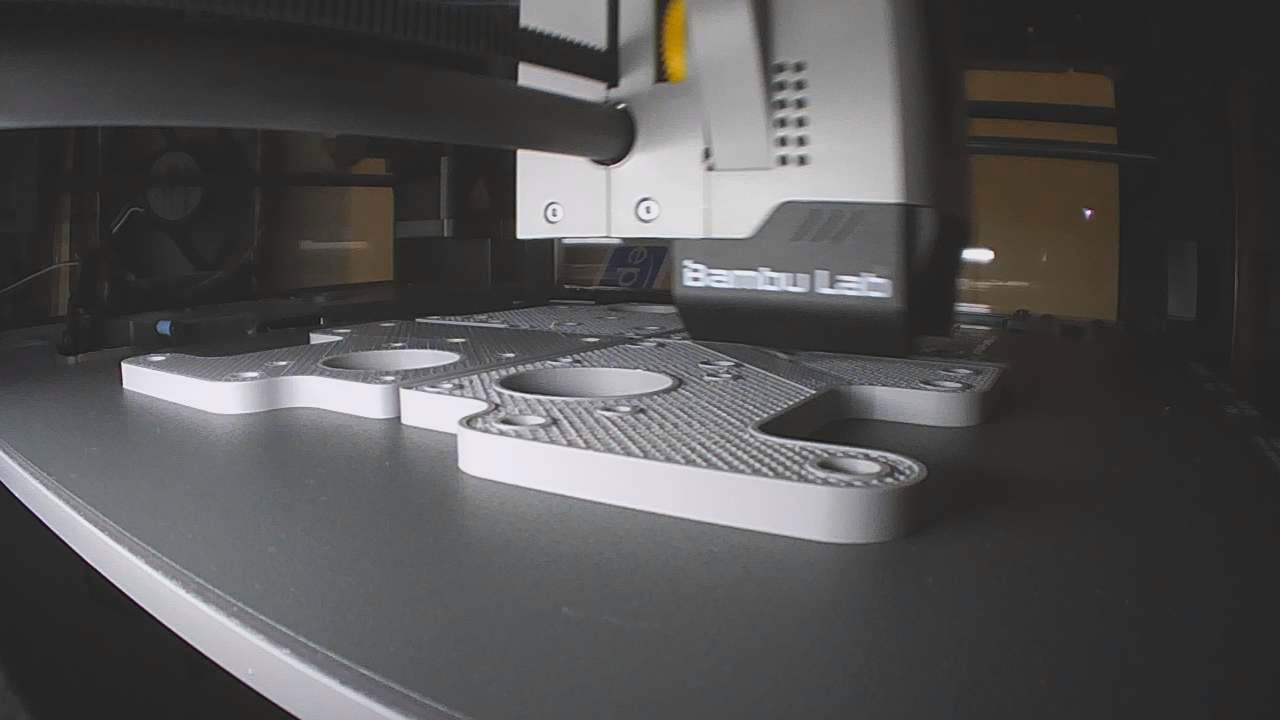
Les 3D à imprimer (PETG, parois 1.2 mm, remplissage 45%) :
Les plaques de chariot peuvent aussi être réalisées en :
- plaque de plastique dur (plexi, acrylique, etc.) épaisseur 6 mm
- plaque aluminium épaisseur 4 à 5 mm découpée en laser ou jet d'eau
- CTP aviation épaisseur 6 mm, finition au vernis G4
Assemblage et réglage
Châssis :
- Le montage du châssis se fait à l'envers : sur un plan de travail ou un sol parfaitement plan, on dispose d'abord les rails de guidage horizontaux. L'utilisation d'une cale de longueur (une baguette en bois ou un tube coupé à la bonne longueur, par ex.), pour fixer strictement la même distance entre les deux extrémités des rails, est recommandée. On installe ensuite les trois profilés latéraux, puis enfin les deux profilés longitudinaux intermédiaires. Serrer modérément les vis durant l'assemblage pour éviter de faire bouger les composants, puis serrer définitivement une fois tout en place.
- A cause du montage atypique des profilés aluminium, les équerres de jonction doivent être retouchées à la mini-meuleuse, en ôtant les tétons de centrage d'un côté (voir plan pour les détails).
- Le plateau "martyr" est une simple plaque de MDF épaisseur 3 mm, reposant sur les rails et bridée par quatre taquets en impressions 3D (collés à la cyano aux coins de la plaque). Ce plateau est quadrillé au stylo feutre avec un pas de 50x50 mm, ce qui permet un positionnement très facile (visuel, au réglet) des blocs à découper.
Guidages :
- Les plaques des chariots sont réalisées en impression 3D PETG. Bien veiller à leur planéité, en particulier en attendant leur refroidissement complet avant de les décocher du plateau d'impression.
- Les roulettes utilisées initialement ont été remplacées par des roulements standards au format 608 [de bonne qualité] qui roulent sur des rails à profil en T. Cette solution semble un peu exotique, mais elle a largement été éprouvée sur la machine MC4X conçues par Renaud Iltis, qui est l'inventeur de ce système. En fait, la forme de la bague extérieure des roulements correspond parfaitement à la rainure de ces rails, ce qui permet un guidage rigide et précis. Le positionnement des roulements sur les chariots se fait par une vis tête fraisée FHC, dont le cône de la tête assure le centrage, et une entretoise en aluminium qui assure le positionnement axial et l'orientation angulaire. Cela donne un montage isostatique, facile à régler et bien plus rigide et précis que le système initial à roulettes ou les classiques V-Slot, qui supportent mal le porte-à-faux des axes verticaux.
- Le réglage des guidages se fait par glissement des roulements équipés dans des trous oblongs. J'ai préféré cette solution aux classiques écrous excentriques qui peuvent facilement sur-contraindre les guidages, avec un risque d'alterer les pistes des rails en aluminium ou de déformer excessivement les plaques des chariots.
- La méthode de réglage est très simple :
- on serre d'abord les roulements non réglables;
- on pré-serre les roulements réglables, en laissant un glissement possible dans les trous oblongs des plaques;
- on pince fermement, entre le pouce et l'index, les écrous opposés des roulements réglables pour les rapprocher autour du rail, puis on les serre définitivement;
- une fois chaque chariot assemblé sur son rail, le déplacer une dizaine de fois à la main sur toute la course, on ne doit sentir aucun point dur ni jeu.
- Deux moyens simples de vérifier que les guidages sont bien réglés :
- en faisant tourner chaque roulement avec les doigts, le roulement ne doit pas patiner et le chariot doit avancer.
- une légère pression horizontale d'un doigt en bout d'un rail vertical doit faire bouger le chariot horizontal associé, on doit sentir la poulie du moteur s'enrouler de manière franche dans la courroie, sans jeu ni sensation de souplesse.
- Une fois les roulements réglés, les courroies GT2 sont tendues à la main tout en serrant (modérément) les vis de pression disposées aux extrémités des axes. Cela garantit autant l'absence de jeux (ce serait dommage de gâcher une résolution super fine par des jeux de transmission !) que l'impossibilité de trop tendre les courroies (contrairement aux systèmes de tendeur à vis).
Arc :
- L'arc est monté flottant sur deux tiges verticales en cordes à piano liées aux chariots verticaux.
- En partie haute, l'arc est équipé de deux guides isolants coulissant sur les tiges verticales. Attention de bien respecter le diamètre recommandé (1.5 mm) pour ces tiges : trop fin et l'arc ne sera pas correctement maintenu, trop gros et le système ne sera pas assez souple pour suivre en toute liberté les déplacements des chariots. Ce système génère très peu d'efforts sur les systèmes de guidage (bien moins que les systèmes à ressorts ou plat carbone cintré, par ex.) et offre une liberté de mouvement bluffante, sans l'inconvénient des arcs classiques pendant sous la table.
- En partie basse, le fil chaud repose sur deux crochets en corde à piano Ø0.8 mm soudés sur les tiges supports.
- L'arc doit être le plus léger possible. Il est composé de :
- deux tiges en fibre de verre Ø6 mm, réalisées à partir de flèches de tir à l'arc ou d'un tuteur à plantes vendu en jardinerie.
- un profilé aluminium en Té de 20x20x1.5 mm acheté en grande surface de bricolage. Il peut être remplacé par un tube aluminium rectangulaire de 20x10x1.5 mm ou cylindrique de 20x1.5 mm. Attention de bien respecter l'angle d'implantation des tiges dans le profilé, pour garantir une bonne tension du fil résistif.
- un fil résistif NiCr Ø0.2 à 0.3 mm.
- La soudure des crochets en corde à piano Ø0.8 mm sur les cordes à piano Ø1.5 mm est très facile, moyennant deux précautions : ligaturer au préalable la jonction avec du fil de cuivre Ø0.3 ou 0.4 mm et utiliser du flux décapant pour brasage basse température.
- L'alimentation de l'arc est assurée par deux câbles ultra-souples, terminés par des petites pinces crocodiles en cuivre connectées aux extrémités du fil chaud. Ne surtout pas les connecter aux crochets en corde à piano, car la longueur de fil en prise change en fonction des déplacements des chariots, ce qui changerait la température du fil en fonction de la diagonale.
- Même si la découpe se fait par rayonnement, donc sans aucun contact avec la matière, le fil NiCr doit être nettoyé très régulièrement : pour cela, mettre la puissance au maximum et utiliser un coupon de papier essuie-tout. A noter que le logiciel Gemini Aero Foam (voir en bas de cette page) gère automatiquement les cycles de nettoyage.
- Une astuce pour redresser un fil NiCr déformé ou plié : le prendre en étau dans une pince à linge en bois bien serrée, puis faire glisser cette dernière sur toute la longueur du fil.
Electronique :
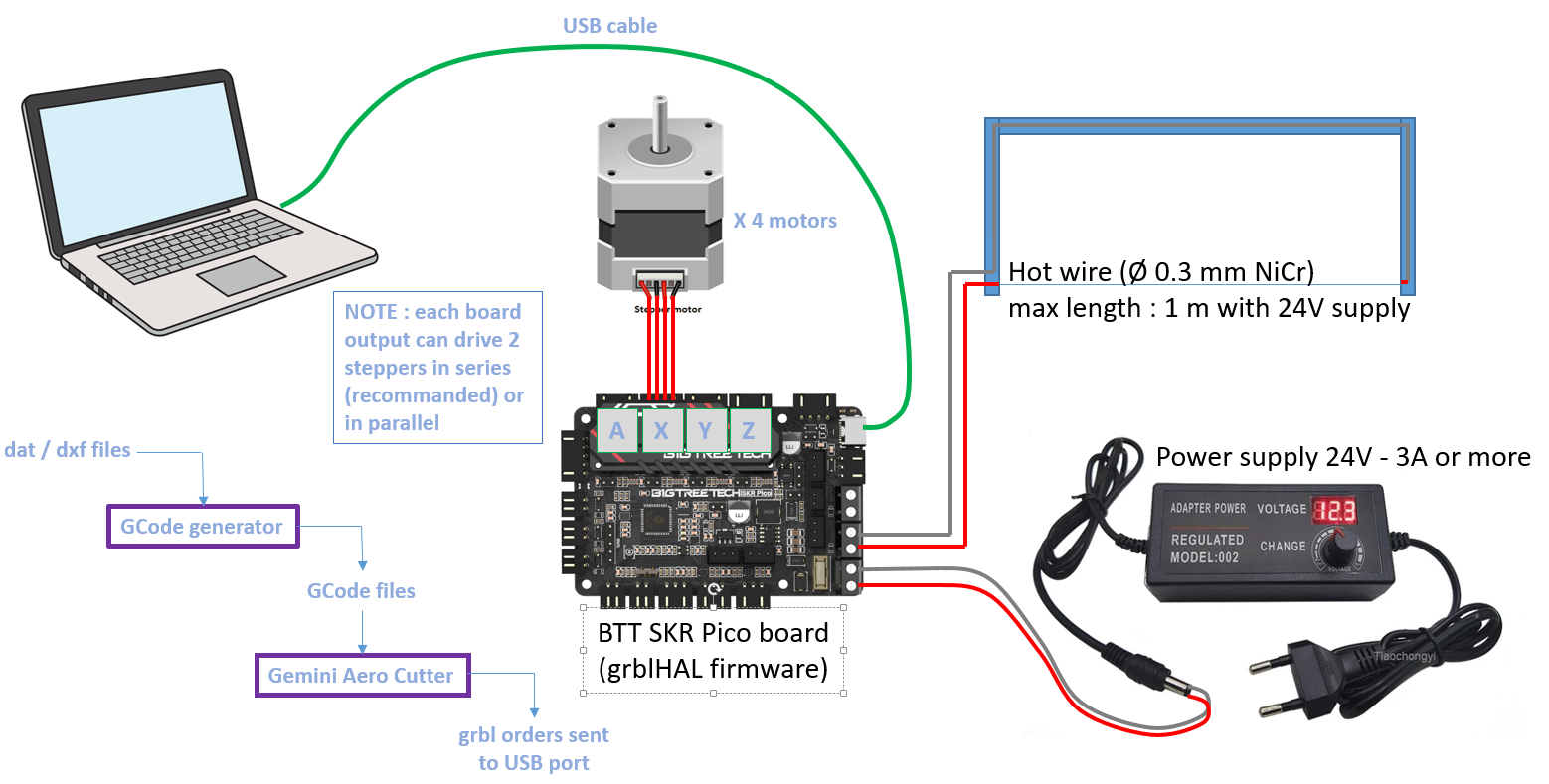
- La carte électronique recommandée est la Pico SKR, couplée à une alimentation 24 V. Cette solution ne présente que des avantages : très compacte, fiable, performante (jusqu'à 1.5 A par phase, jusqu'à 256 micropas (!), intensité réglable par logiciel, sorties de puissance PWM intégrées), peu onéreuse (autour de 25€), aucun besoin de boîtier. De plus, le silence de fonctionnement des moteurs est surprenant, rien à avoir avec ce que l'on obtient avec une électronique classique.
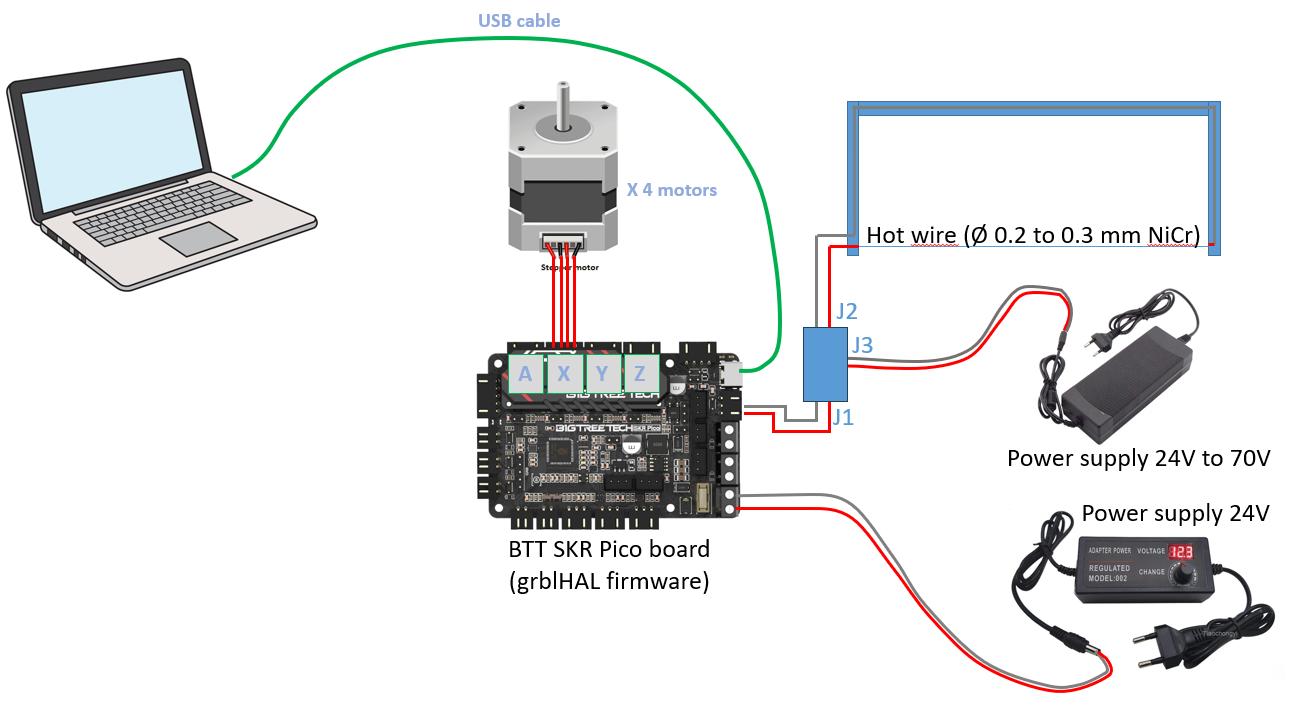
- Le câblage est d'une simplicité biblique, on connecte directement sur la carte SKR Pico l'alimentation, les moteurs et le fil chaud.
- Les câbles sont regroupés par de la gaine spiralée Ø6 mm, ce qui donne un résultat propre sans la complication des chaînes porte-câbles.
- Le langage de communication est le Grbl, via un port USB : toutes les opérations manuelles (test ou nettoyage fil chaud, déplacement chariots) et automatiques (découpe d'une aile, d'un fuselage, etc.) se font depuis le logiciel de pilotage (détail de la chaîne logicielle en bas de cette page).
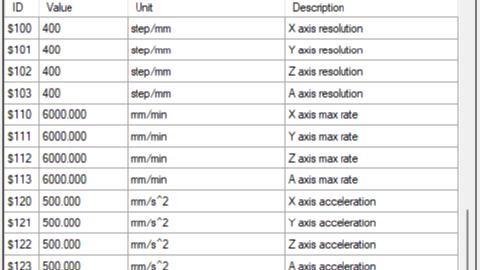
- Avec des moteurs de 200 pas par tour, utilisés en 64 micropas et doté de poulies GT2 16 dents, la résolution est de 400 pas par mm (soit 0.0025 mm par pas !).
Schéma électronique
Le schéma avec la SKR Pico, valable aussi pour toute carte moderne. Difficile de faire plus simple !
Aucune butéee de fin de course n'est prévue, pour trois raisons fondamentales :
- la conception de la machine :
- plan vertical : le fil est aligné avec la surface du plateau, en réglant en hauteur des crochets supportant l'arc (via les cavaliers en plastique qui pincent les cordes à piano Ø1.5 mm).
- plan horizaontal : le plateau de découpe étant quadrillé, il suffit de positionner manuellement (avant la mise sous tension) les chariots horizontaux pour aligner parfaitement le fil chaud avec le rebord du plateau.
- au démarrage de la carte, l'origine machine est alors automatiquement prise sur cette position (fil coïncidant avec l'arête du plateau).
- le bloc de polystyrène à découper est positionné sur la table relativement au quadrillage. Et comme le fil est positionné au début du quadrillage, la position du bloc relativement au fil est automatiquement connue. Cela dispense même de faire une origine pièce, si le programme de découpe est préparé par rapport à l'origine machine.
- le logiciel de découpe Gemini Aero Cutter est pourvu de butéee logicielles, qui bloquent les déplacement au-délà des dimensions de la table de découpe (récupérées automatiquement dans les paramètres de la carte Grbl).
Fil chaud "haute tension"
Par défaut, la carte SKR Pico alimente directement le fil chaud, avec une tension maxi de 24 V. Dans le cas d'un arc de découpe nécessitant une tension plus élevée, le montage électronique suivant permet d'alimenter l'arc avec une alimentation "haute tension" (jusqu'à 70 V) dédiée, la carte et les moteurs restant alimentés en 24 V. Il y aura donc deux alimentations, l'une pour la carte et les moteurs, l'autre pour le fil chaud.
Ce circuit permet de fonctionner à fréquence PWM élevée (1 kHz) :
;)
;)
;)
;)
Le régulateur de tension à découpage, utilisé pour fournir du 12V à l'optocoupleur, se trouve par exemple sur AliExpress ( lien ici ).
Ce circuit alternatif, un peu plus simple, conviendra avec une fréquence PWM plus réduite (environ 100 Hz) :
Ce circuit alternatif, un peu plus simple, conviendra avec une fréquence PWM plus réduite (environ 100 Hz) :
;)
;)
;)
;)
Pour les courants modérés (< 2.5 A), il existe dans le commerce un montage similaire ( lien ici ), peu onéreux et supportant a priori environ 50 Hz (non testé) :
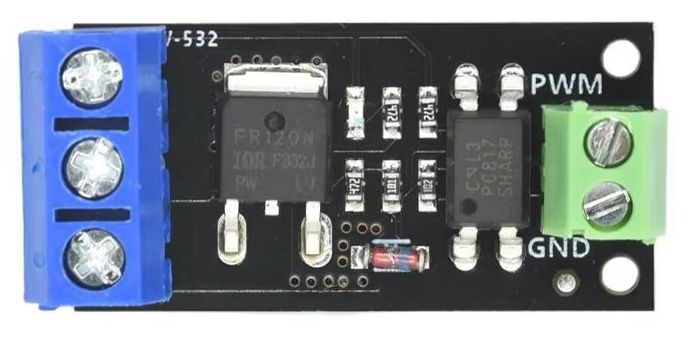
Le schéma de connection avec la carte SKR Pico devient alors :
A noter qu'il faudra utiliser un firmware grblHAL avec le mode PWM activé sur la sortie "Laser" (fourni avec Gemini Aero Cutter).
La fréquence de la sortie PWM peut être réglée avec le paramètre $33 (valeur en Hz). Si le transistor chauffe, la fréquence devra être réduite.
Cette sortie PWM peut aussi générer un signal type servo, par exemple pour piloter un variateur type RC, avec les réglages suivants :
Dimensionnement de l'alimentation
Les moteurs, donnés pour 1.5 A sous 3.6 V, sont réglés entre 0.5 et 1 A (donc U = 1.2 à 2.4V). Soit une intensité au niveau de l'alimentation 24 V d'environ 0.2 à 0.4 A (= 4 x 1 A * 2.4V/24V). A noter qu'en accélération et en déplacement rapide (hors matière), la carte augmente automatiquement la tension aux bornes des moteurs pour conserver l'intensité constante.
Fil résistif NiCr :
Application pratique, pour découper du polystyrène :
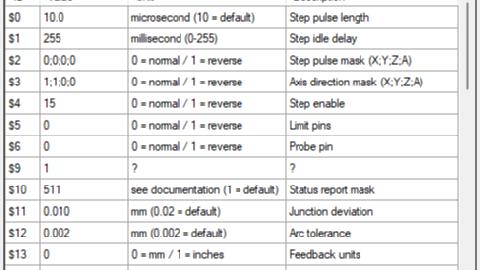
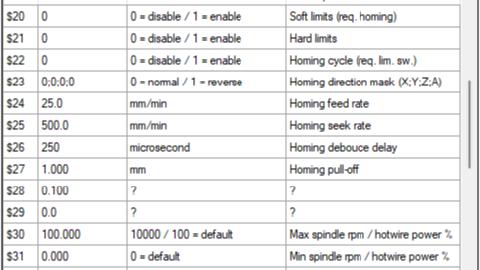
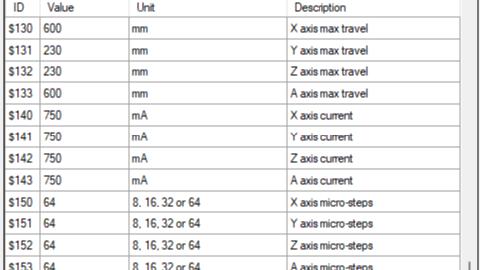
Paramétrage grbl
Mis à part quelques paramètres spécifiques à grblHAL (notamment la valeur de $10, la fréquence PWM $33 et le réglage de l'intensité des moteurs $14X, à faire moteurs alimentés), le paramétrage est très classique pour du grbl. La vitesse est bridée à 6000 mm/min, mais la machine est capable sans problème de monter à 8 à 10 m/min.
Photos
Machine de l'auteur (suivant le dossier présenté ici), réalisée pour le club modélisme du CSA ETAP :
La fréquence de la sortie PWM peut être réglée avec le paramètre $33 (valeur en Hz). Si le transistor chauffe, la fréquence devra être réduite.
Cette sortie PWM peut aussi générer un signal type servo, par exemple pour piloter un variateur type RC, avec les réglages suivants :
- $33 = 50 (fréquence du signal PWM, en Hz)
- $34 = 5 (signal OFF, en % de la période -> 1 ms)
- $35 = 5 (durée mini de l'état haut, en % de la période -> 1 ms)
- $36 = 10 (durée maxi de l'état haut, en % de la période -> 2 ms)
Dimensionnement de l'alimentation
Les moteurs, donnés pour 1.5 A sous 3.6 V, sont réglés entre 0.5 et 1 A (donc U = 1.2 à 2.4V). Soit une intensité au niveau de l'alimentation 24 V d'environ 0.2 à 0.4 A (= 4 x 1 A * 2.4V/24V). A noter qu'en accélération et en déplacement rapide (hors matière), la carte augmente automatiquement la tension aux bornes des moteurs pour conserver l'intensité constante.
Fil résistif NiCr :
- découpe de polystyrène (température de surface du fil = environ 300 à 350 °C) :
- fil Ø 0.2 mm : U = 36 V/m, I = 1 A
- fil Ø 0.3 mm : U = 30 V/m, I = 1.5 A
- découpe d'EPP (température de surface du fil = environ 400 à 450 °C) :
- fil Ø 0.2 mm : U = 45 V/m, I = 1.3 A
- fil Ø 0.3 mm : U = 38 V/m, I = 1.9 A
Application pratique, pour découper du polystyrène :
- "grand" arc de 1.2 m avec du fil Ø 0.2 : la tension minimum sera de 43 V, on prendra pour le fil chaud une alimentation 48 V (valeur standard) capable de fournir 1 A, tandis que les moteurs seront alimentés par une alimentation 24 V / 1 A.
- arc proposé dans ce dossier avec du fil Ø 0.3 : une alimentation unique de 24 V capable de fournir 2.5 A (1.5 A pour le fil chaud et 1 A pour les moteurs) suffira amplement.
Paramétrage grbl
Mis à part quelques paramètres spécifiques à grblHAL (notamment la valeur de $10, la fréquence PWM $33 et le réglage de l'intensité des moteurs $14X, à faire moteurs alimentés), le paramétrage est très classique pour du grbl. La vitesse est bridée à 6000 mm/min, mais la machine est capable sans problème de monter à 8 à 10 m/min.
;)
;)
;)
;)
Photos
Machine de l'auteur (suivant le dossier présenté ici), réalisée pour le club modélisme du CSA ETAP :
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
Machine de d'auteur (version précédente), avec plateau de fraisage (MDF 10 mm peint, avec inserts taraudés) et plaques de chariot en aluminium :
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
;)
Machine de grandes dimensions (volume de coupe 750mm x 550mm x 300mm) d'Alain Jacquet :
;)
;)
;)
;)
Chaîne logicielle
Parallèlement à la création de la la Mini Pro, j'ai aussi développé des logiciels dédiés, puissants et ergonomiques :
- Création / modification des profils d'ailes (au format .dat, universel) : Gemini Aero Designer
- Génération des parcours d'outils au format GCode (incluant la rotation des profils des ailes delta) : Gemini Aero Foam
- Pilotage de la machine : Gemini Aero Cutter
;)
;)
;)
;)
;)
;)
Copyright Franck Aguerre / RC Aero Lab
Site hébergé par OVH et réalisé sous RocketCake avec la collaboration de Dominique Grappe (CARMA)
Site hébergé par OVH et réalisé sous RocketCake avec la collaboration de Dominique Grappe (CARMA)